|
Кладочная, дорожная, сварная, плетеная, рабица |
 Металлическая сетка
Металлическая сетка

Вы можете купить у нас сетку кладочную, сетку дорожную, сетку сварную, сетку рабица, сетку металлическую от производителя. Отгрузка оптом и в розницу, оперативная доставка по городу и межгороду, звоните:
г.Новосибирск
т.+7-913-060-09-41
т.+7-962-835-92-41
Также Вы можете написать нам или отправить заявку на электронную почту:
kompaniya.konstanta@mail.ru
Просмотреть увеличенную карту
|
Сетка дорожная сварная Сетка дорожная сварная представляет собой разновидность арматурной сетки из проволоки ВР1, это легкая сварная сетка с толщиной арматуры от 3 до 5 мм и ячейкой от 100 до 300 мм, размеры дорожной сетки начинаются от 1000х2000 мм и доходят до 2000х6000 мм. При необходимости дорожная сетка изготовляется с прямоугольной ячейкой, например 100х200 мм или 100х50 мм для заборных сеток или панелей. Сетка дорожная используется при укладке полотна дороги на слабом грунте, при укреплении грунта и иных оснований, укреплении откосов дорог, армировании бетонных дорожек, армировании стяжки, для создания отмосток различной ширины и толщины, для стяжки и укрепления стен зданий и фундаментов. При применении дорожной сетки резко сводятся к минимуму трещины и ямы в дорожном полотне, трещины в бетонной стяжке и т.п. Применение дорожной сетки резко увеличивает надежность и долговечность дорожных покрытий, зданий и сооружений, укрепленных грунтов. Дорожная сетка изготавливается по ГОСТ8478-81 методом контактной сварки арматурных прутоков. Гост регламентирует качество проволоки ВР1, геометрические размеры карт и ячеек, выпусков прутков проволоки и другие параметры.
Виды и размеры сетки дорожной Сетка дорожная 100х100х3 1000х2000 Сетка дорожная 150х150х3 1000х2000 Сетка дорожная 200х200х3 1000х2000 Сетка дорожная 300х300х3 1000х2000 Сетка дорожная 100х100х4 1000х2000 Сетка дорожная 150х150х4 1000х2000 Сетка дорожная 200х200х4 1000х2000 Сетка дорожная 300х300х4 1000х2000 Сетка дорожная 100х100х4 1500х3000 Сетка дорожная 150х150х4 1500х3000 Сетка дорожная 200х200х4 1500х3000 Сетка дорожная 300х300х4 1500х3000 Сетка дорожная 100х100х4 2000х3000 Сетка дорожная 150х150х4 2000х3000 Сетка дорожная 200х200х4 2000х3000 Сетка дорожная 100х100х5 1000х2000 Сетка дорожная 150х150х5 1000х2000 Сетка дорожная 200х200х5 1000х2000 Сетка дорожная 300х300х5 1000х2000 Сетка дорожная 100х100х5 1500х3000 Сетка дорожная 150х150х5 1500х3000 Сетка дорожная 200х200х5 1500х3000 Сетка дорожная 300х300х5 1500х3000 Сетка дорожная 100х100х5 2000х3000 Сетка дорожная 150х150х5 2000х3000 Сетка дорожная 200х200х5 2000х3000
ГОСТ 8478-81
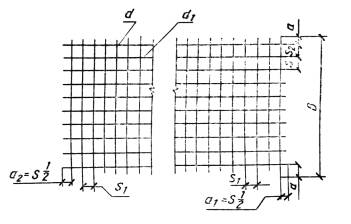
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ1.1а. Сетки по точности размеров изготовляют: нормальной точности; повышенной точности - П. (Введен дополнительно, Изм. № 1). 1.1. Ширина сеток b, диаметр продольных стержней d, диаметр поперечных стержней d1, основной шаг продольных стержней S, основной шаг поперечных стержней S1, доборный шаг продольных стержней S2, свободные концы продольных стержней а1 и а2 и свободные концы поперечных стержней а должны соответствовать указанным на чертеже и табл. 1 и 2.
Размеры,мм
Расположение продольных стержней по ширине сетки
Примечание. Допускаемое отклонение по ширине для сеток повышенной точности не должно быть более
(Измененная редакция, Изм. № 1). 1.2, 1.3. (Исключены, Изм. № 1). 1.4. Сетки изготовляют с поперечными стержнями на всю их ширину. (Измененная редакция, Изм. № 1). 1.5,1.6 (Исключены, Изм. № 1). Примеры условного обозначения Сетки рулонные, с нормальной точностью изготовления ячейки, шириной 2350 мм, с продольными и поперечными стержнями из проволоки класса Вр1, диаметром 5 мм, шагом 200 мм и выпусками продольных стержней а1=а2 и поперечных стержней а=25 мм: 5Вр1
То же, с повышенной точностью изготовления ячейки, шириной 2350 мм с продольными и поперечными стержнями из проволоки класса Бр1, диаметром 5 мм, шагом 200 мм и выпусками продольных стержней а1=а2 и поперечных стержней а=25 мм: 5ПВр1
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Сварные рулонные сетки должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из низкоуглеродистой проволоки класса Вр1 диаметром 5 мм по ГОСТ 6727-80. 2.2. Стержни в сетках должны быть прямолинейны. Допускаемые отклонения от прямолинейности стержней на длине сетки, равной их шагу, за исключением плоскости сворачивания сетки в рулон, не должны быть более: 4 % от размера ячейки для сеток повышенной точности изготовления; 5 % от размера ячейки для сеток нормальной точности изготовления. Допускаемые отклонения расстояний между крайними продольными стержнями не должны быть более: ±5 мм для сеток повышенной точности изготовления; ±10 мм для сеток нормальной точности изготовления. Допускаемые отклонения размеров ячеек не должны быть более ±5 мм для сеток повышенной точности и ±10 мм для сеток нормальной точности. Допускаемые отклонения длины свободных концов поперечных стержней не должны быть более ±5 мм для сеток повышенной точности и ± 10 мм для сеток нормальной точности. 2.1; 2.2. (Измененная редакция, Изм. № 1). 2.3. Крестообразные соединения стержней в местах их пересечения выполняются контактной точечной сваркой по ГОСТ 14098-85. 2.4. В сетках должны быть сварены все пересечения стержней. Допускаются несваренные пересечения на 1 м длины сетки в количестве, которое не должно быть более: двух - для сеток повышенной точности изготовления; четырех - для сеток нормальной точности изготовления. Два крайних стержня по периметру сетки должны быть сварены во всех пересечениях. (Измененная редакция, Изм. № 1). 2.5 (Исключен, Изм. № 1). 2.6. Прочность сварных крестообразных соединений на срез не нормируется. 2.7. Разрывное усилие стержней в местах сварки при испытании на растяжение должно быть не менее значений, указанных в ГОСТ 10922-90. 2.8. Величина осадки стержней в крестообразных соединениях должна быть не менее 0,8 мм и не более 2,5 мм. 2.6-2.8. (Измененная редакция, Изм. № 1). 2.9. Каждый рулон должен состоять из одного отрезка. В партии допускается 10 % рулонов, состоящих из двух отрезков. 2.10. Масса рулона сетки должна быть 400 - 1300 кг. При транспортировании сеток в открытых транспортных средствах масса рулонов должна быть 900 - 1300 кг. Допускается масса рулона 400 - 900 кг в количестве 10 % от общей партии. При транспортировании сеток в крытых вагонах масса рулона должна быть 400 - 500 кг. (Измененная редакция, Изм. № 1). 2.11. Расчетные характеристики сеток приведены в справочном приложении. (Введен дополнительно, Изм. № 1). 3. ПРАВИЛА ПРИЕМКИ3.1. Сетки предъявляются к приемке партиями. Партия должна состоять из сеток одной марки, одной смены выработки и оформлена одним документом о качестве, содержащим: наименование и товарный знак предприятия-изготовителя; условное обозначение сетки; массу нетто партии; количество рулонов; результаты проведенных испытаний. 3.2. Для проверки качества сеток от партии отбирают один рулон. В каждом отобранном рулоне проверяют: диаметр продольных и поперечных стержней; ширину сетки в трех местах по крайним продольным стержням и размерам выпусков поперечных стержней; шаг продольных и поперечных стержней в трех различных ячейках; длину пяти свободных концов поперечных стержней; прямолинейность поперечных стержней в трех различных ячейках; наличие сварки в крестообразных соединениях; величину осадки стержней в трех крестообразных соединениях; временное сопротивление разрыву проволоки в местах сварки стержней не менее чем на трех образцах. 3.1; 3.2. (Измененная редакция, Изм. № 1). 3.3. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей по нему проводят повторную проверку на удвоенной выборке. Результаты повторной проверки распространяются на всю партию. 4. МЕТОДЫ ИСПЫТАНИЙ4.1. Наличие сварки в крестообразных соединениях проверяют внешним осмотром наружного витка сетки. 4.2. Ширину b вычисляют с точностью до 1 мм по формуле b=b1+2d+2a, где b1 - расстояние в свету между продольными крайними стержнями, определенное с помощью мерной рейки с упорами; d - диаметр проволоки в плоскости сетки, измеренный штангенциркулем; а - длина свободных концов от торца поперечного стержня до поверхности продольного стержня. Шаг продольных и поперечных стержней замеряют в свету штангенциркулем, а прямолинейность стержней и длину свободных концов проверяют измерительной линейкой и штангенциркулем. Средства измерения должны отвечать требованиям ГОСТ 8.002-86 и ГОСТ 8.326-89. 4.3. Проверку разрывного усилия стержня в местах сварки проводят по ГОСТ 10922-90. Разд. 4. (Измененная редакция, Изм. № 1). 5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ
| ||||||||||||||||||||||||||||||||||||||||||||||